La fosfatazione consiste nella formazione su leghe di ferro, di uno strato microcristallino di fosfato di manganese o zinco. Noi eseguiamo entrambi i processi ed inoltre una versione particolare della fosfatazione al manganese denominata Black Record. Il Black Record conferisce a particolari pregiati anche un eccellente aspetto estetico di colore nero antracite.
La nostra fosfatazione supera le prescrizioni della UNI EN ISO 9717.
Le caratteristiche tipiche sono:
Colore da grigio chiaro a grigio scuro secondo il materiale
Colore antracite-nero col Black Record
Minima variazione dimensionale dei pezzi in tolleranza
Miglioramento del rodaggio su particolari meccanici
Eccellente tenuta alla corrosione
Processo competitivo
LE VARIANTI DEL PROCESSO
Noi eseguiamo:
La fosfatazione al manganese ZMnph10 equivalente alla norma Fiat FFAG6
La fosfatazione al manganese a basso spessore per componenti induriti superficialmente e corrispondente alla norma Fiat FFAG3
La fosfatazione allo zinco per componenti meccanici
La fosfatazione al manganese nella versione Black Record
I MATERIALI TRATTABILI
Possono essere trattate tutte le leghe ferrose, con qualche limitazione per alcuni acciai molto legati e con finiture speculari. Per questi è necessario un bagno dedicato. Possono però essere facilmente trattati i particolari bonificati, cementati, temprati ad induzione e nitrurati.
ASPETTO DEI PEZZI
Con la fosfatazione i particolari assumono colorazioni variabili in funzione del materiale di base. Gli acciai si colorano da grigio chiaro a grigio scuro. Le ghise e le leghe microfuse assumono un colore molto scuro. Per questa caratteristica spesso la fosfatazione viene utilizzata su parti di ghisa in sostituzione della brunitura. Con il processo Black Record, si ottengono invece eccellenti caratteristiche estetiche e colorazione uniforme. Questo processo è consigliato su parti pregiate e costruite con materiali di buona qualità.
VARIAZIONI DIMENSIONALI
Con un buon controllo del processo, si realizzano strati microcristallini e di spessore controllato. La variazione dimensionale è genericamente compresa tra 0,5 e 1 centesimo di mm sul diametro. Nella gran parte dei casi non è conveniente variare le tolleranze dimensionali dei pezzi. Nelle parti in sfregamento avviene un rodaggio a spese dello strato di fosfato, che si consuma producendo una superfice di scorrimento lucida e con eccellenti capacità di strisciamento.
LE PROTEZIONI FINALI
Sui particolari fosfatati è possibile eseguire:
La passivazione non oleosa
L’ impregnazione con protettivo-sigillante organico ad alte prestazioni
L’ impregnazione autolubrificante LUBON a base di resina fluorocarbonica
NOTE PARTICOLARI
I pezzi fosfatati, se posti in ambienti non protetti, devono sempre essere utilizzati con il loro fluido protettivo. Se necessario lavare per il montaggio, usare sempre detersivi neutri, per non intaccare lo strato di fosfato. Dopo montaggio oliare, se necessario, con un protettivo di qualità adeguata alle prestazioni richieste.
TENUTA ALLA CORROSIONE
La tenuta alla corrosione dei pezzi dipende dal condizionamento finale. Col nostro speciale protettivo-sigillante organico, è possibile superare le 100 ore di tenuta in nebbia salina neutra.
PARTICOLARI TRATTABILI
Trattiamo principalmente particolari meccanici in piccola e media serie. Alberi, boccole, alberi a cammes, bicchierini comando valvola, pulegge, ingranaggi, supporti, flange, guide, rulli, inserti,… per industria tessile, macchine utensili, auto e moto anche per settore racing, macchine per confezionamento, macchine automatiche, oleodinamica ecc…
Nuovo Impianto di Fosfatazione
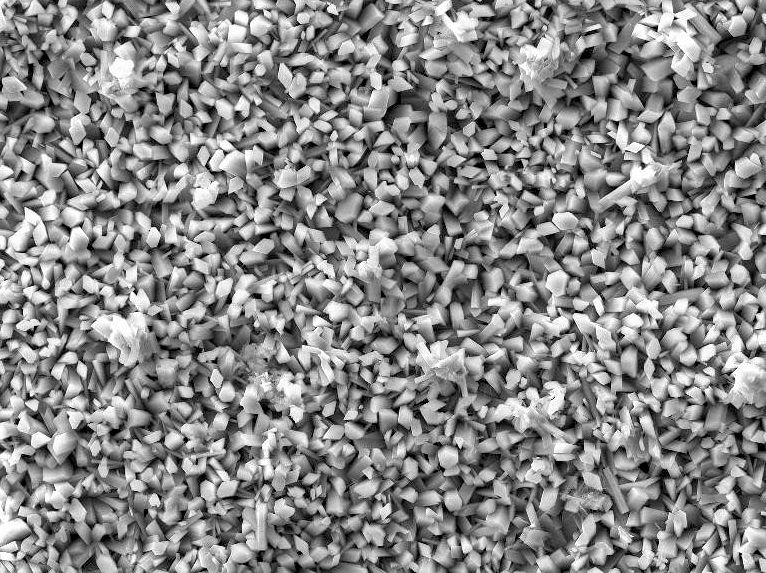
Immagine SEM del cristallo di fosfato di Zinco
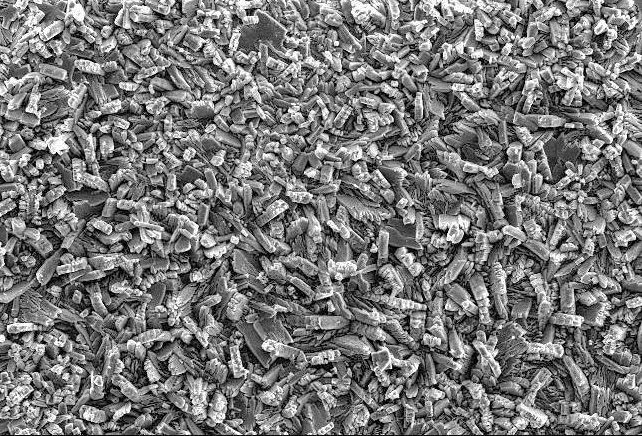
Immagine SEM del cristallo di fosfato di Manganese
Google Analytics è un servizio di analisi web fornito da Google Ireland Limited (“Google”). Google utilizza i dati personali raccolti per tracciare ed esaminare l’uso di questo sito web, compilare report sulle sue attività e condividerli con gli altri servizi sviluppati da Google. Google può utilizzare i tuoi dati personali per contestualizzare e personalizzare gli annunci del proprio network pubblicitario. Questa integrazione di Google Analytics rende anonimo il tuo indirizzo IP. I dati inviati vengono collezionati per gli scopi di personalizzazione dell'esperienza e il tracciamento statistico. Trovi maggiori informazioni alla pagina "Ulteriori informazioni sulla modalità di trattamento delle informazioni personali da parte di Google".
Google Maps è un servizio di visualizzazione di mappe gestito da Google Ireland Limited. Questo servizio serve ad integrare tali contenuti all’interno delle proprie pagine.
Google Fonts è un servizio per visualizzare gli stili dei caratteri di scrittura gestito da Google Ireland Limited e serve ad integrare tali contenuti all’interno delle proprie pagine.